Robots aiding expansion of innovative apple company
Introduction of world-leading robotic technology by MHM Automation is one of the driving forces behind a New Zealand apple exporter’s expansion.
Introduction of world-leading robotic technology is one of the driving forces behind a New Zealand apple exporter’s expansion.
Rockit Global, which exports snack-sized apples packed into handy tubes for on-the-go consumption to more than 30 countries, unveiled its new state-of-the-art apple packhouse in Hastings earlier this month.
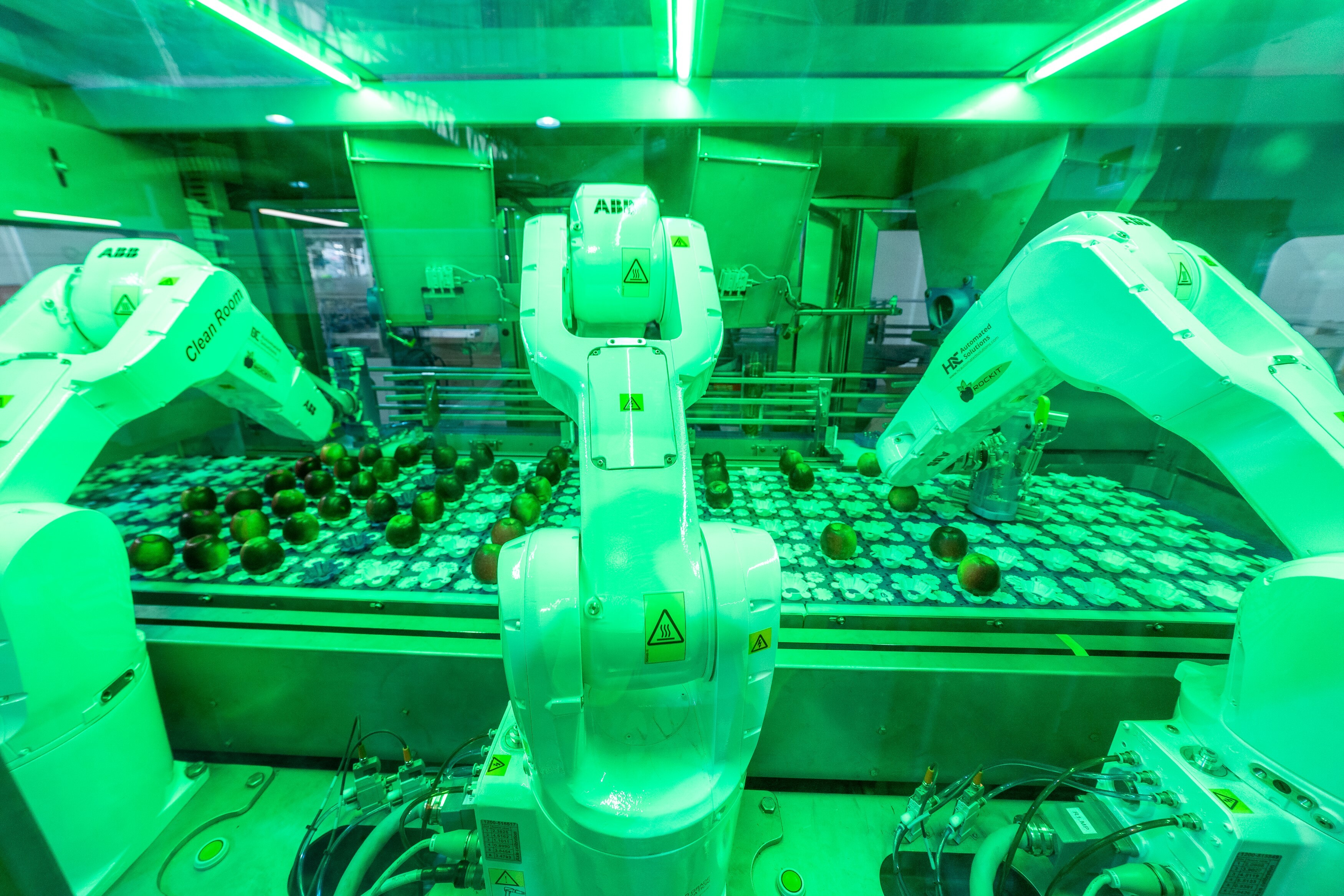
Alongside its 120 permanent staff and 300 seasonal contractors, four H&C apple tube filling machines which each contain three robots, automate the picking and packing of apples into Rockit’s signature tube packaging.
The robots were custom designed by global food processing technology company, MHM Automation.
Described by Rockit Global Chief Executive Officer, Mark O’Donnell as the biggest innovation in the new packhouse, the robots are equipped with specially designed tooling to receive the tube and then place the apples into the tube.
An integrated vision system identifies the height of each apple to allow the robots to select the right sized apples to perfectly fill each tube.
“While packing apples into tubes sounds simple, in reality it is incredible technology. The robots are reading the size and shape of each apple as it goes past and working out which apples to put into their tube to maximise the fill of that tube; it’s really clever stuff,” said Mr O’Donnell.
With sales of their apples continuing to grow significantly year-on-year, Rockit Global recognised automation as the key to enabling the company to scale-up its packing operations to keep up with customer demand.
The company engaged MHM Automation as a strategic partner in the design of its new packhouse.
“MHM Automation was a natural choice as they are a global leader in their field. As an added advantage, they also happen to be just down the road from us,” Mr O’Donnell said.
Tasked with automating the labour-intensive task of picking and packing the apples, the MHM Automation team rose to the challenge of developing a system specifically to meet Rockit’s needs.
“Our product development process included design, prototyping, testing and proving, and then fine-tuning the design, before producing the final machines now installed at Rockit Global,” explained MHM Automation Chief Executive Officer, Richard Rookes.
“Working on a unique challenge like this, where we are automating a task that has never been automated before, is what gets us really excited. The apple tube filling machines are one-of-a-kind and as such are world-leading technology,” he said.
Installation of the apple tube filling machines has enabled a threefold increase in Rockit Global’s packing throughput, to 20 tubes and 100 apples per minute.
MHM Automation continues to work with Rockit Global on further lifting its capacity through automation, with focus now turning to automating the orientation and placement of apples onto the infeed conveyor, prior to filling the tubes.
Rockit Global expects throughput in the first year of the new plant’s operations to total 100 million apples, with a goal to increase that to 400 million apples in future seasons as additional automation is introduced.
We use cookies to analyse our traffic, and to provide some of the functionality on our website. To ensure an optimal experience when using our website we recommend you allow all cookies.
For more information about how we use cookies, please see our
Privacy Policy.